

タップが折れたときの対処法は?
タップが折れたときの対処方法としては、主に以下のような方法が挙げられます。
- 放電加工で除去する
- 除去工具で削る
- ポンチなどで叩いて砕く
- 一から作り直す
折れたタップはそのまま取り出すことが困難であるため、砕いたり加工したりして対処することが多いです。綺麗に除去できれば、そのまま加工を継続できるでしょう。しかし、対処するのに時間がかかったり、ワークが破損したりしてしまうと納期に影響する可能性があります。
本記事では、折れたタップの除去におすすめの対処方法や、折れる原因などを解説します。
折れたタップの除去には放電加工がおすすめ
放電加工を行うことで、電気を流した際に発生する熱によって折れたタップを溶かして除去することができます。折れたタップを削るのではなく、放電による熱で溶かして対処するため、電気が通る素材であれば硬度が高くても加工が可能です。
タップには、ハイス鋼や超硬合金といった切削が難しい非常に硬い材料が使用されています。しかし、放電加工を用いれば、これらの材料にも対処できるというわけです。
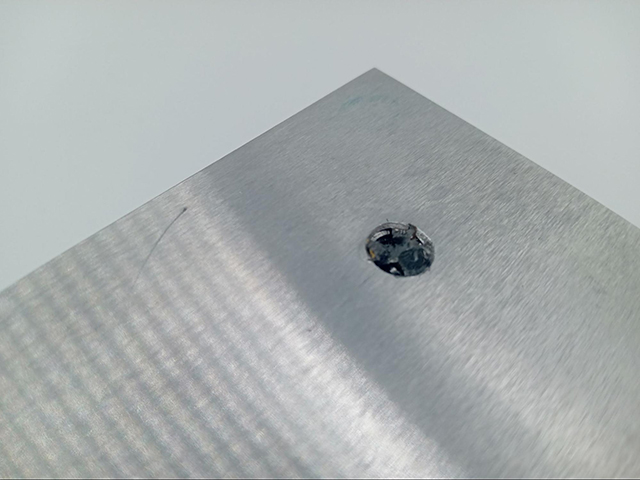
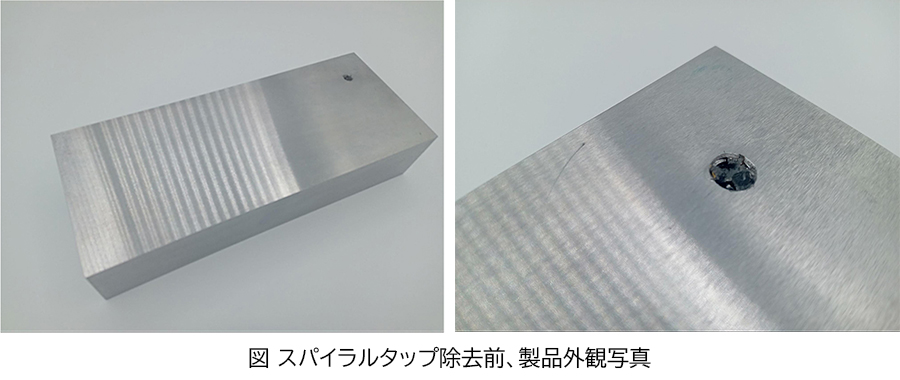
実際にスパイラルタップが折れてしまった製品を用いてご説明いたします。

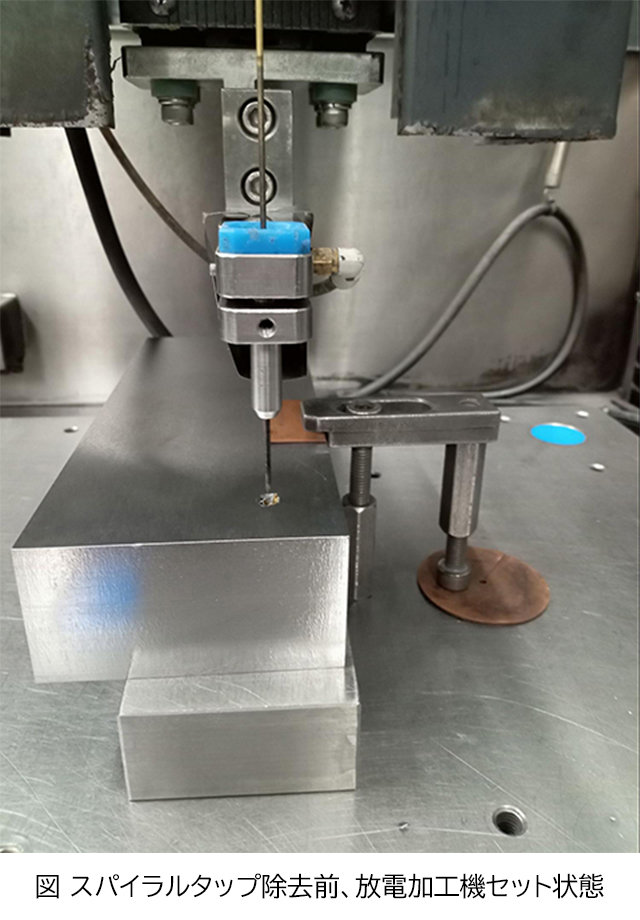
放電加工機にセットをし、スパイラルタップの除去を行います。
放電加工を行う際、タップの種類(M6・スパイラルタップなど)、材質(超硬など)、加工位置、深さ(タップが折れてしまった大まかな位置など)をもとに加工を行っていきます。そのため、ご依頼される場合はいくつかこちらよりご質問をさせていただくことがございます。
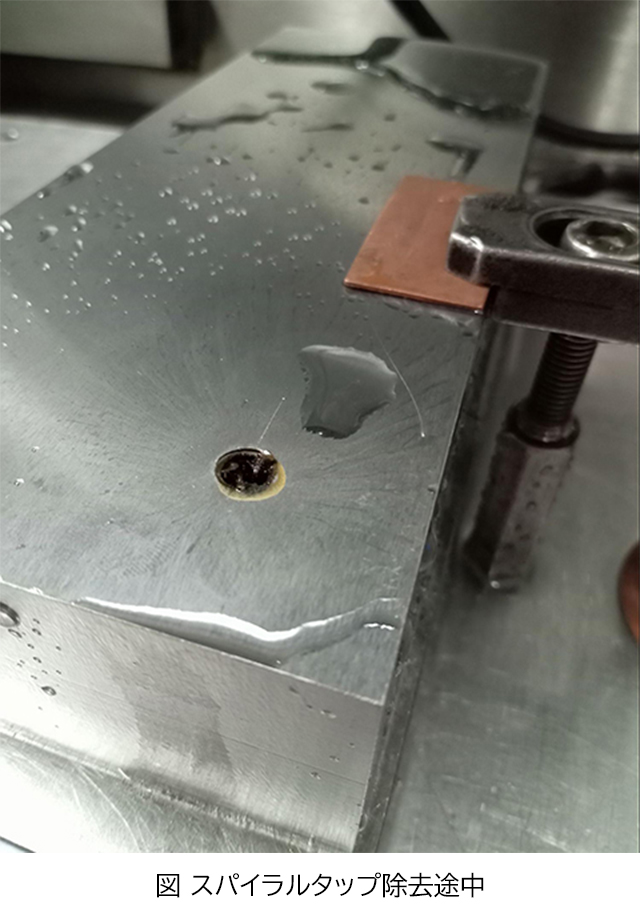
ネジ部に加工を行わないよう、注意を払いつつタップのみを除去していきます。
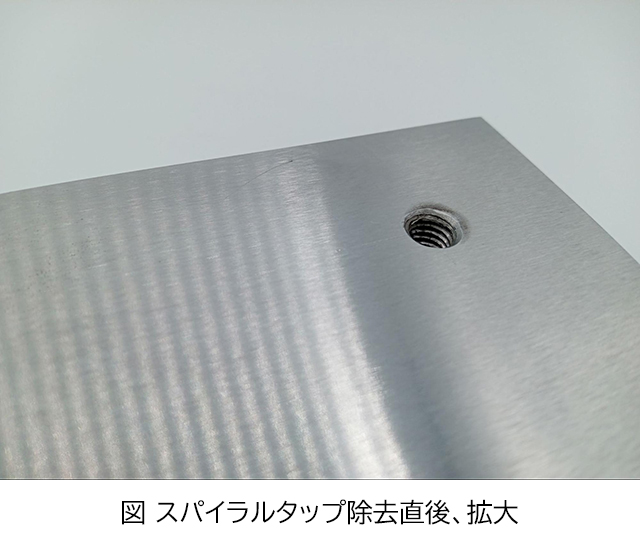
放電加工機で折れたスパイラルタップの除去後、再度ハンドタップにて加工後、完成となります。

放電加工機を使用すれば、必ず折れたタップをキレイに除去できるとは限りません。タップが折れてしまった製品の製造コスト、再製作をした場合の納期遅延等、どうしても対処しなければならない場合のみ放電加工を検討されるとよいでしょう。
昭和製作所は放電加工機を保有しておりますので、折れたタップの対処が可能です。対処方法にお困りの方はお気軽にお問い合わせください。
自力での除去は手間や時間がかかる
加工中に折れたタップは自力で対処するのが難しく、手間や時間がかかります。下穴に刃が折れ込んでいるため、無理に対処しようとするとワークを傷つける恐れがあるからです。また、タップはハイス鋼や超硬合金といった硬い材質で作られているため、砕きにくい点も手間がかかると言われる理由の一つです。
したがって、除去工具などを用いて対処する場合は、失敗しないように慎重にならなければなりません。
放電加工は、除去工具などを用いる方法に比べて失敗するリスクが低く、一番安心できる対処方法です。放電加工機を保有していない場合は、放電加工で対処ができる会社への依頼も検討しましょう。
タップが折れてしまう原因
タップが折れてしまう原因は何が考えられるでしょうか。タップが折れるとその対処により納期が遅れることがあるため、なるべく折れないように対策を取るためにも原因を知りたいですよね。
考えられる主な原因は、以下のとおりです。
・切粉による詰まり
・刃の欠けや摩耗がある
・切削油又はタッピングオイルを正しく利用できていない
・下穴が小さいもしくは浅い
いずれも材料を加工する際に、工具に大きな負荷がかかることが原因だとわかります。ここからは、それぞれの原因について詳しく解説します。
切粉による詰まり
タップ加工を行う際は、切粉が発生します。発生した切粉は工具に付着するため、除去せずに加工していくと、やがて刃溝を詰まらせます。刃溝の目詰まりは工具の加工抵抗を大きくし、折れる要因になるでしょう。
加工する際は、切粉が正しく排出されるようにすることが大切です。切粉の排出性が良い工具を使ったり、切削油で切粉を詰まりにくくしたりするなどの対策をするとよいでしょう。
また、加工方法に合っていないタップを使用することも、切粉の詰まりの原因となります。
たとえば、止まり穴加工にスパイラルタップではなくポイントタップを使用すると、切粉が排出されずに詰まって折れやすくなります。加工方法に合った工具を使用しましょう。
タップ自体が欠けたり摩耗したりしている
刃の欠けや摩耗もタップが折れてしまう原因になります。タップは消耗品であるため、何度も加工していくうちに部分的な欠けや摩耗が生じます。一部が欠けたり、摩耗したりした刃で加工すると、切削抵抗が大きくなり折れてしまいます。
消耗して本来の性能が発揮できない工具の使用は避けてください。加工前に刃の状態に問題がないか確認し、欠けや摩耗を見つけた場合は新しいものに変えましょう。
切削油又はタッピングオイルを正しく利用できていない
適切な切削油又はタッピングオイルを使っていないと、タップが折れてしまうことがあります。切削油は、加工中の工具と工作物の摩擦抵抗を下げることを目的に使用される潤滑剤です。また、加工時に発生する切子は非常に高温で、工具にも伝導し刃先の温度上昇につながります。切削油は加工時の抵抗を下げるだけでなく、工具の温度上昇も抑えることができ、切粉の付着による刃溝の目詰まりを防ぐことができます。
ただし、ワークの材質に合っていない切削油を使用すると、工具にかかる負担が大きくなったり、切粉の詰まりを引き起こしたりします。ワークの材質に適した種類の切削油を選択しましょう。
下穴が小さい・浅い
ワークにあけた下穴の穴径や深さも、タップが折れる原因となることがあります。
直径が小さい下穴には工具が入りにくく、余分な力がかかってしまいます。余分な力がかかった状態で無理矢理加工しようとすると、折れる可能性が高いので注意してください。
また、浅い下穴にタップを入れると先端が穴の底に当たったり、切粉が排出されにくくなり、折れる原因となります。加工を進める前に、下穴の穴径や深さを十分に確認しましょう。
昭和製作所では、放電加工による除去に対応しております。綺麗にタップを除去しなければならないケースが発生した場合は、お気軽にご相談ください。
タップが折れないように対策しよう
タップが折れないように対策しないまま加工を進めると、再び折れる可能性が高くなります。過去に折れた経験があると、加工前に「また折れてしまったらどうしよう」と不安になる方も多いでしょう。
先ほどご紹介した原因に沿った対策ももちろん必要ですが、その他にも状況に合わせて確認しておくべき点があります。ではタップが折れないように、具体的に何を確認するとよいのかを以下にまとめました。加工前にしっかりと確認を行い、再発防止に努めましょう。
折れたタップ除去後にしっかり掃除をする
タップの除去後に加工を再開する場合は、穴をしっかりと掃除しましょう。特に砕いて対処した場合には注意が必要です。
穴に破片が残っていると、再度加工しようとしたときに刃に当たって折れてしまう恐れがあるからです。

なお、除去中もこの破片には注意が必要です。何度かに分けてタップを砕く場合は、砕くたびに破片を完全に取り除かなければなりません。なぜなら、破片が原因で除去工具が折れてしまう可能性があるからです。
したがって、除去中も除去後もタップの破片が残っていないかを必ず確認するようにしてください。
タップの切れ味を維持するために研磨しておく
先ほど、刃が欠けたり摩耗したりすると切粉が詰まりやすくなることをご説明しましたが、使い捨てでないタップには再研磨が可能なものもあります。再研磨が可能なタップを使用している場合は、加工前に再研磨を行い、切れ味を維持しましょう。
再研磨は以下のようなタイミングで行うとよいでしょう。
- 精度が出なくなった
- 切削抵抗が大きくなった
- 加工時にきしむ音があった
- 切り屑の形状が変化した
昭和製作所は放電加工によるタップ除去に対応しています
折れたタップは放電加工で対処することができます。しかし、放電加工機は高額なため、折れたタップの対処だけを目的に気軽に導入することはできません。だからといって、自力で無理に対処しようとすると、かえってワークを傷つけてしまうリスクが高まります。
金属加工を行っている昭和製作所は、放電加工機を保有しております。放電加工による精密な加工を得意としておりますので、折れたタップも対処可能です。もしお困りでしたら、昭和製作所までご相談ください。
タップが折れて取り出せなくなってしまったら昭和製作所へご相談ください!
タップが折れてしまうと上司や先輩に怒られたり、納期が遅れたりするため、繰り返さないように対策をしたいですよね。まずはタップが折れた原因を探り、本記事でご紹介した対処方法や対策方法をお試しください。
もしタップが折れてしまってお困りの方は、昭和製作所へご相談ください。過去に除去工具などを用いて失敗してしまい、綺麗に取れなかった経験があると、ご自身で対処するのが不安だと思います。放電加工は、ワークを傷つけるリスクも少なく綺麗に除去できます。詳細は下記お問い合わせ先よりご連絡ください。
【問い合わせはこちら】
連絡先:03-3764-1621
お問い合わせフォーム