

引張試験片の説明の前に引張試験とは
引張試験片は引張試験で使用される試験片のことです。
ここでは引張試験片について詳しく説明する前に、
まずは引張試験とはどのような測定や評価をするのかを紹介したいと思います。
金属材料などの素材に荷重を与えると変形し、より大きな荷重を加え続ければ、
より大きな変形が生じ、やがて破断(破壊)が起こります。
この現象を定量的に把握し、構造物・部品の設計や材料の開発に使われるのが
引張試験となります。

主に材料の引張強度を評価する時には基本的にこの万能試験機が使われます。
そのため、引張試験片の加工の際には、下記の点に注意が必要となります。
供試材からの切り出し・・・採取位置、採取方向、採取方法
試験片製作・・・加工に伴う変形、切削温度、削り代、矯正、加工精度
検査器具・・・マイクロメータ、ノギスの精度

また、引張試験の際には、下記の点に注意が必要となります。
試験機・・・剛性、型式、荷重計測精度、記録計精度、伸び計の精度
試験環境・・・試験温度
試験実施・・・秤量、試験片の取付、伸び計の取付、寸法・荷重・伸びの読み取り精度
負荷速度
試験結果の整理・・・計算精度、数値の丸め方
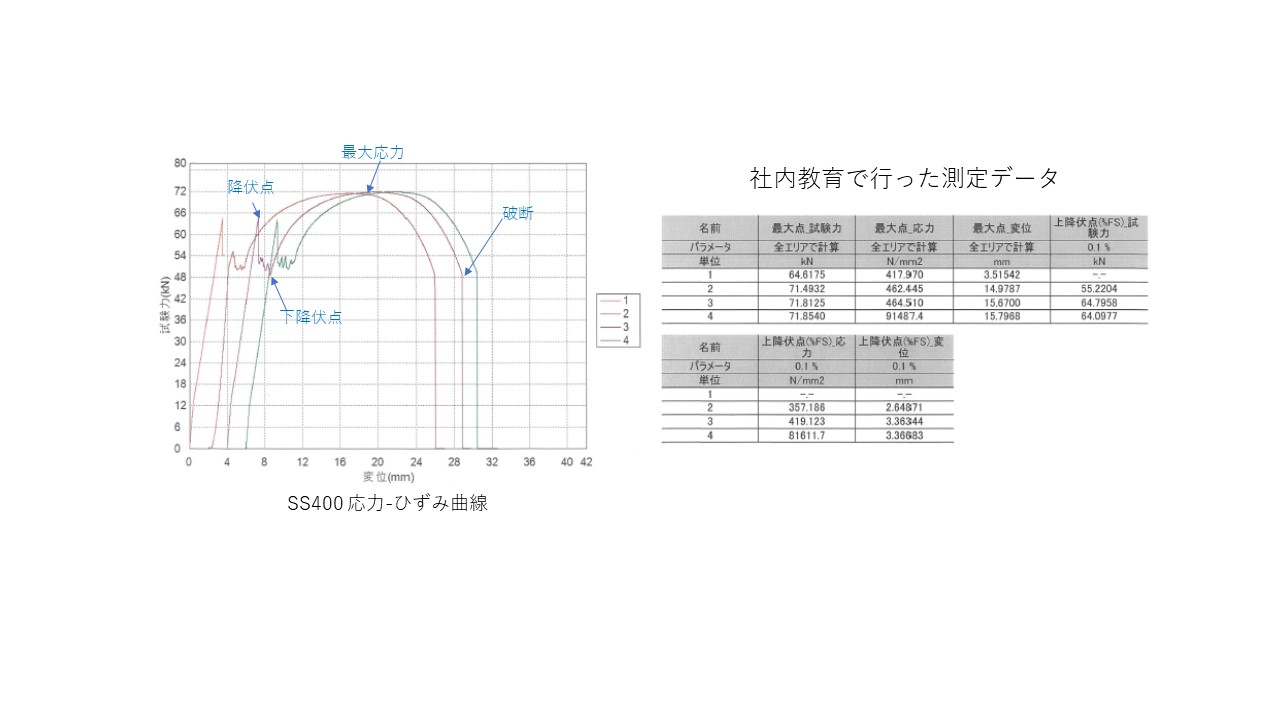
引張試験における荷重と変形の関係は、応力(σ)と歪み(ε)の関係で評価されることが一般的と
なります。
クリックすると大きな画像が開きます
応力と歪みの関係は下記の2種類で表すことが出来ます。
①真応力真歪み曲線図・・・荷重が付加されているその時点の、対象位置における真の応力、
真の歪みをとる方法。
②応力歪み曲線図・・・応力を荷重がかかる前の試験片の断面積あたりの付加荷重で表し、
歪みを荷重が掛かる以前の所定の長さに対する変形量の割合で表して
表示をする方法。
実用的には応力歪み曲線が使われることが多いです。
ちなみにこの引張試験に使われる引張試験片の規格は、JISやISOでも細かく定められています。
昭和製作所では規格品の試験片のほか、規格外品の製作にも対応しております。興味のある方は弊社お問い合わせ先からお問い合わせください。
引張試験の方法
引張試験・圧縮試験・曲げ試験などの試験は、それぞれ専用の試験機で行うが、
試験片に加える荷重はどれも同一作用線上、平行な作用線上の反対方向、または対向方向の荷
重である。そのため、荷重を一台で加えることのできる万能試験機に各試験用治具を取り付け
ることで試験を行うことが主流となっている。
使用される万能(引張)試験機には種類があり、万能(引張)試験機によって
対応する速度やサイズなどが違います。
また使用される万能(引張)試験機にも規格によって高い精度が求められます。
アムスラー型引張試験機・・・油圧により試験片に荷重をかけます。
大きな荷重をかけることが可能です。
インストロン型引張試験機・・・モーターで歯車を回転させ試験片に荷重をかけます。
試験速度を制御することが可能です。
引張試験は、試験片に引張荷重を徐々に加え、荷重と試験片の変形との関係を求め、引張強
さ・伸び・耐力などの機械的特性を求める試験です。
引張試験の測定の手順
- 引張試験片の寸法の測定
- 引張力の測定
- 破断後の伸びの測定
- 評価
引張の力を与えて測定するには、まず引張試験片のはしをつかみ装置に取り付け、伸び計を設置します。
そして万能(引張)試験機に試験の条件やデータ収録装置を設定します。
測定は一定の速度で引張試験片が破断するまで引き伸ばします。
引張の力を与え始めてから破断するまでは測定器によって線図化されます。
引張試験の目的
引張試験をする目的では、冒頭でも簡単に説明した通り、材料の強度を評価する目的があります。
まずは、引張試験で得られる機械的性質を以下にまとめます。
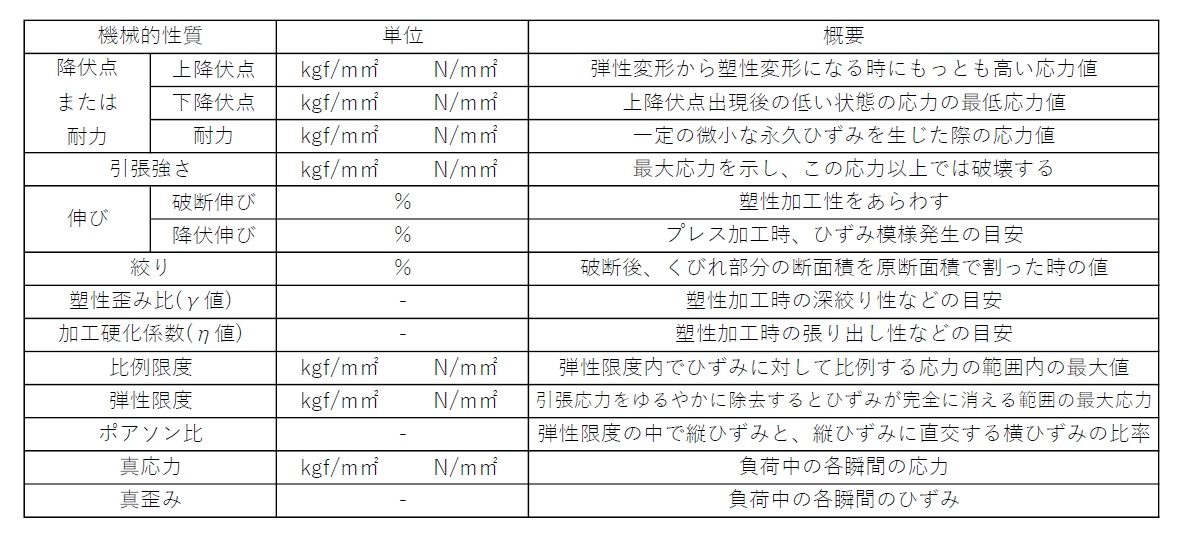
この引張試験の計測結果を元に強度計算などをして設計が行われるのです。
例えば、上降伏点、下降伏点、耐力の値を超えた応力が加わると明確な変形が生じます。
構造物などに働く応力がこれらの値の50~70%になるよう、材質や寸法を選定します。
引張試験片の形状・種類とその理由
試験片の形状につきましては大まかに下記の分類に分けられます。
①肩部の有無による分類
(1)平行部とつかみ部の断面状が同一で肩部を持たないもの。
(2)平行部とつかみ部の間に肩部を設けるもの。
②平行部の断面形状による分類
(1)円 (2)正方形 (3)長方形 (4)管 (5)その他
肩部を有する引張試験片を用いて、各部位の名称と定義を説明します。
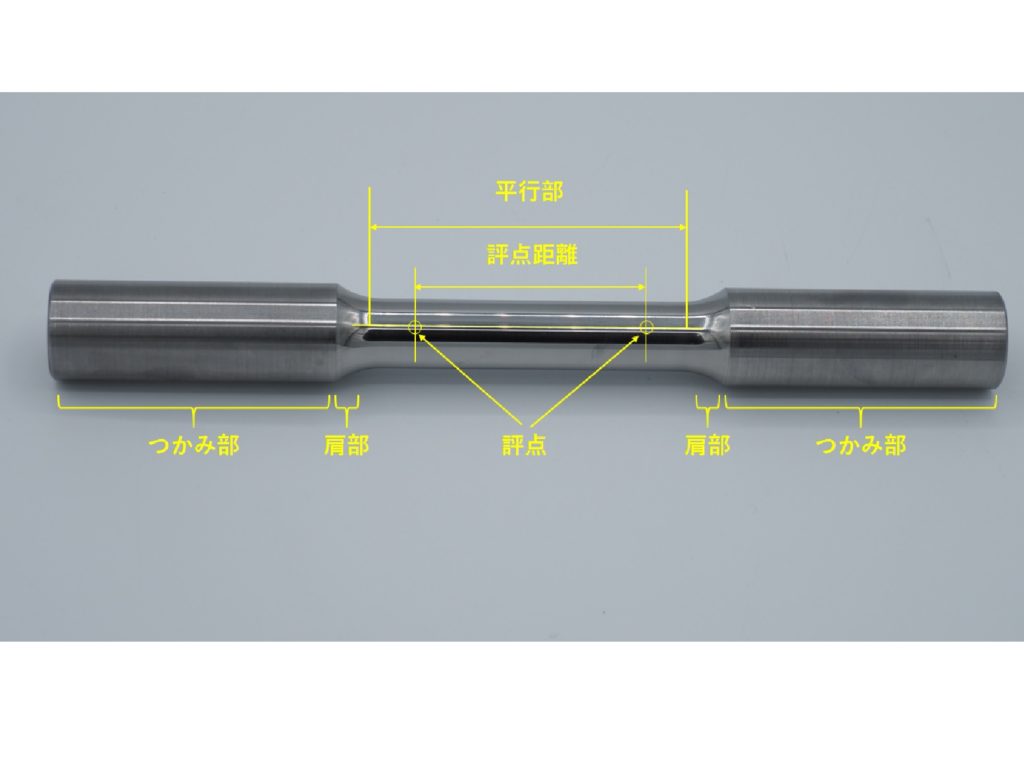
平行部・・・試験片の中央部における同一断面の長さ。
評点距離・・・試験片の平行部で伸びを測定する部分の長さ。
肩部・・・平行部に応力を均一に分散させるために、平行部とつかみ部をつなぐ
円弧部分の半径。
つかみ部・・・試験機に脱着する部分。
試験片は試験の内容や材質でも形状や種類が変わります。
調査・研究の為の試験ではその目的に応じた適宜の方法で行い、
品質保証・商取引などには材料規格、金属材料引張試験、試験報告書などJIS規格に
応じた試験を行わなくてはなりません。
例えば、アルミニウム及びアルミニウム合金の展伸材のJIS規格(JIS H 4000)では、
引張試験はJIS Z 2241に基づき、試験片の種類及び採取位置、試験片の採取方向が規定されて
います。
A5052P 厚さ20を超えて40mm以下の場合
定形試験片:4号
比例試験片:14A号
採取位置:試験片の軸が板の2表面の中央部にあるように採る。
採取方向:圧延方向に平行。
ここではよく引張試験に使用される試験片の形状や種類、そしてその形状や種類を使う理由な
どを紹介します。
試験片について直接お問い合わせして相談したい方は、下記よりお問い合わせください。
板状試験片
板状試験片とはその名の通り、板状の試験片です。。

板状試験片にも複数の種類があり、大きく分けて短冊形とダンベル形に加工されたものがあります。
ダンベル形に加工される理由は、測定中につかみ部分を先に破断させないようにするためです。
また、ダンベル形はつかみ部から平行部にかけて緩やかなカーブになっています。
これは角部があると応力が集中してしまい、正確に測定出来ないからです。
短冊形・ダンベル形でも寸法は様々です。
試験片の形状及び寸法は、試験片を採取する材料の形状及び寸法によって制約をうける可能性
があります。
例としてJIS Z 2241(金属材料引張試験方法)の規格を紹介します。
| 加工前の形態 | 寸法 | 比例 | 定形 |
|---|---|---|---|
| 板平 | 板厚40mm以上 | 14B号 | – |
| 板厚20mm以上40mm以下 | 14B号 | 1A号 | |
| 板厚6mm以上20mm以下 | 14B号 | 1A号/5号 | |
| 板厚3mm以上6mm以下 | 14B号 | 5号/13A号/13B号 | |
| 板厚3mm以下 | – | 5号/13A号/13B号 |
棒状試験片
棒状試験片とはその名の通り、棒状の試験片です。

棒状試験片の場合、引張試験でよく使われるのは丸棒です。
そして板状試験片と同様にダンベル形に加工されたものを使う場合もあります。
ダンベル形を使用する理由は板状試験片と同様に、つかみ部分の破断などを防ぐためです。
そして棒状試験片は同じ形状でも、元の材料の形態や寸法によって規格が変わります。
例としてJIS Z 2241(金属材料引張試験方法)の棒状試験片の規格を紹介します。
| 加工前の形態 | 寸法 | 比例 | 定形 |
|---|---|---|---|
| 板平 | 板厚40mm以上 | 14A号 | 4号/10号 |
| 板厚20mm以上40mm以下 | 14A号 | 4号/10号 | |
| 棒 | – | 2号/14A号 | 4号/10号 |
| 管 | 肉厚のもの | 14A号 | 4号 |
円弧状試験片
円弧状試験片とは、材料が円弧状に加工されたもの(管材から切り取ったもの)を使った試験片のことです。
円弧状試験片の種類にもダンベル形があり、ダンベル形にする理由は
他の形状と同様につかみ部分の破断を防ぐためです。
円弧状試験片は主に試験片として加工する前の形態は管のものが多いです。
同じ形状でも、管の寸法によって試験片の規格も違います。
例としてJIS Z 2241(金属材料引張試験方法)の円弧状試験片の規格を紹介します。
| 加工前の形態 | 寸法 | 比例 | 定形 |
|---|---|---|---|
| 管 | 外径50mm以下 | 14B号 | 12A号 |
| 外径50mm以上170mm以下 | 14B号 | 12B号 | |
| 外径170mm以上 | 14B号 | 12C号 | |
| 管径200mm以上 | 14B号 | 5号 |
比例試験片
JIS規格では比例試験片、定形試験片の大きく二種類に分かれており、
それぞれ適用される規格で定まっております。
始めに比例試験片をご紹介致します。
比例試験片とは、試験片の直径又は断面積の値を基準に、評点距離や長さなどを値を決めた試
験片です。
難しく聞こえますが、異なる材料、異なる寸法の試験片との間で、機械的性質を比較する際、
形状や寸法により試験結果に影響が出ないように規定されているのです。
JIS規定では「径または対辺距離」「原標点距離」「平行部の長さ」「厚さ」「肩部の半径」
などが指定されており、下記の形状で定められています。
例としてJIS Z 2241(金属材料引張試験方法)の比例試験片のおおまかな使用区分を紹介します。
| 種類 | 規格 |
|---|---|
| 板・平・形・帯 | 14A号/14B号 |
| 棒 | 2号/14A号 |
| 線 | – |
| 管 | 14B号/14C号 |
| 鋳造品 | 14A号 |
| 鍛造品 | 14A号 |
定形試験片
定形試験片もJIS規格で定められたものです。
定形試験片とは、試験片各部位の寸法を一定の値に指定した試験片となります。
主に「原標点距離」「平行部の長さ」「肩部の半径」「厚さ」「幅」などが指定されており、
下記の形状によって定められています。
例としてJIS Z 2241(金属材料引張試験方法)の比例試験片のおおまかな使用区分を紹介します。
| 種類 | 規格 |
|---|---|
| 板・平・形・帯 |
4号/10号/1A号/5号/13A号/13B号 |
| 棒 | 4号/10号 |
| 線 | 9A号/9B号 |
| 管 | 11号/12A号/12B号/12C号/5号/4号 |
| 鋳造品 | 8A号/8B号/8C号/8D号 |
| 鍛造品 | 4号/10号 |
各試験片の製作のご依頼は昭和製作所まで
引張試験片の加工方法 [ポイント解説]
引張試験片の製作手順及びポイントをご紹介致します。
①素材からの切り出し
意図した試験結果をご提供する為に、弊社では自給材、支給材問わず
素材からの切り出し位置や方向、識別などをお客様と整合後、加工を行っております。
<ポイント>
試験片製作時の取り代につきましては、試験片外寸法に対し+5mm以上でご検討を頂ければ幸いです。
取り代が5mm以下の場合はご相談を頂ければ幸いです。
②試験片形状に加工
ここではAL素材から切り出しを行った場合の、板状試験片(ダンベル形)及び棒状試験片(ダンベル形)の加工手順をご紹介致します。
・板状形状
①汎用フライス盤にて試験片外周(6F)を加工。
②マシニングセンタにてR部~平行部にかけて加工。
・ダンベル形状
①汎用旋盤にて試験片外周を加工。
②NC旋盤にてR部~平行部にかけて加工。
※つかみ部がねじ切りの場合、NC旋盤にてねじ切り加工を行います。
弊社では、安定した試験結果をご提供できる様、各工程並びに材料毎に切削量、送り速度の
社内規定を設け、取り組んでおります。
引張試験片の加工は形だけではない!試験結果が正確にでるかが大切
材料試験片は簡単な形状をしています。
しかし、材料試験片の外観では直接知りうることが出来ない、採取位置や加工条件の再現性が
求められます。
弊社では、異なる作業者が同じ位置から試験片の切り出しが行える様、切り出し手順のマニュ
アル化を行っております。
また加工者毎に品質差異が生まれない様、工程や加工する材質毎に加工条件の社内規定を設け
ております。
ご注文時期が異なっても、再現性が高い試験片をご提供できる体制が整っております。
「図面がない」
「こんなこと依頼できるだろうか」
「どう説明すればいいかわからない」
など、お困り事があれば是非、協力させてください。