

JIS溶接試験片の加工・製作のご依頼は昭和製作所へ
(JIS溶接試験片)の加工・製作なら、昭和製作所へお任せください。
弊社ではJIS溶接試験片のほか、研究開発途中の材料、未知の材料への難加工、他社で加工が難しいと言われたものなど、様々な形で取り組みを行っております。
お気軽にご相談にも乗らせていただきますので、まずは弊社までお問い合わせください!
溶接とは?JIS規格の定義もご紹介します
溶接の金属加工法は、自動車や鉄道、建築物の鉄骨のような大規模構造物、高速道路の柱、機械部品のような精密部品など身近なところで様々なものに幅広く使用されています。
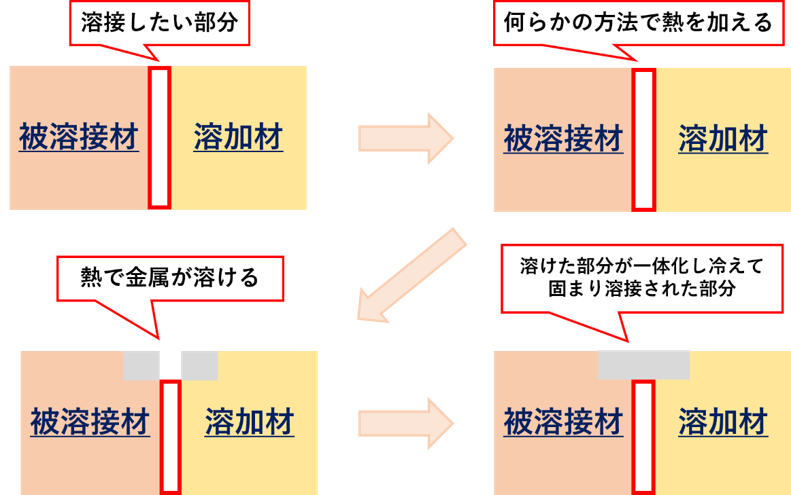
簡単に言うと、溶接とは金属を溶かして、接合することですがJIS(JIS Z 3001-1)規格では、「2個以上の母材を、接合される母材間に連続性があるように、熱、圧力またはその両方で一体にする操作」を定義としています。
簡単に言うと、金属を溶かして、接合することです。
溶接する部品のことを「被溶接材」、母材を「溶加材」といいます。
また、450℃以上で溶かして接合することを「溶接」、逆に450℃以下を「はんだづけ」といいます。仕組みは下記のイメージ図を参照下さい。
【溶接の仕組み(イメージ図)】
溶接法の種類
溶接法には種類があります。
私たちの身の回りで簡単に加工(接合)できる材料は、紙、木材、布地などがあります。
木材と木材をつなぎ合わせるには、接着剤や釘などを使用します。
布地と布地をつなぎ合わせるには、針と糸を使用し、目的の形に仕上げることが出来ます。
それでは、鉄のような金属をつなぎ合わせるには、何を使用すると思いますか?
機械的な方法と冶金的な方法があります。冶金的な方法で金属をつなぎ合わすことを溶接といいます。
今回は、冶金的な方法についてご紹介いたします。
溶接の分類
「冶金」という意味をご存知の方は多いかもしれませんが、簡単にご紹介いたします。 冶金とは、鉱石から金属を取り出し精製する技術のことです。
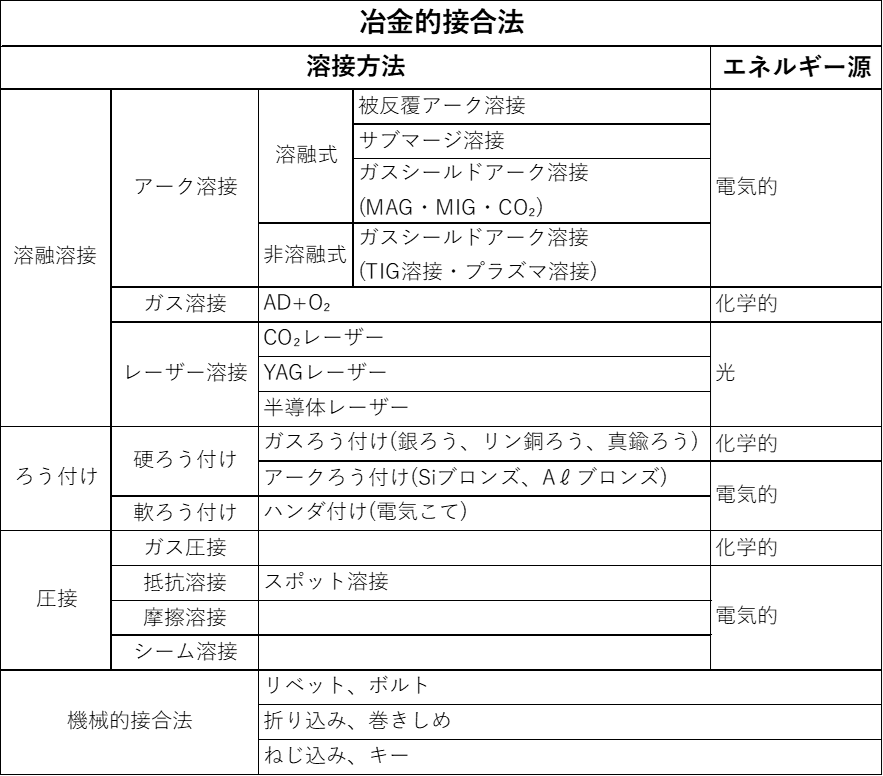
冶金的な接合法は大きく分けると「溶融溶接」・「ろう付け溶接」・「圧接」の3つになります。
【溶融溶接】
接合法:被溶接材料(母材)の溶接をする部分を加熱させ、
母材または、溶加材 (溶接棒やワイヤなど)を融合させて凝固させることです。
特 徴:強度が優れていて、板厚が大きくても接合可能です。
(母材を溶融させてひとつのものにするため)
【ろう付け溶接】
接合法:母材を溶融することなく、母材よりも低い融点の持った金属の溶加材(ろう)を溶接融させます。
母材に溶加材(ろう)が落ちることにより、毛細管現象で接合面の隙間に溶加材(ろう)が行き渡り母材自体を結合しなくても、強固に固定することができます。
金属の接着剤とイメージするとよいかもしれません。
特 徴:母材を傷つけることなく、異なる材質を接合可能です。
【圧接】
接合法:接合部分に摩擦などによって加熱し、その部分に圧力を加えて接合します。 要するに多少の熱を加えるか、全く熱を加えなで圧力でつなぐ方法です。
特 徴:薄板の溶接が可能です。
爆着圧合(火薬も爆発によって高速に金属同士を接合させます)
(熱影響の少ない接合になります)
【主に使用されている接合法の分類表】
【JIS溶接試験片】金属のつなぎ合わせ(継手)方法
金属のつなぎ合わせ(継手)方法には、「突合せ継手溶接」・「重ね継手溶接」・ 「隅肉継手溶接」の3種類があります。
また、溶接継ぎ手を大きく分類した「共材継手」と「異材継手」の違いについてご紹介いたします。
継手種類
*突合せ継手*
JIS(JIS Z 3001-1)規格では、「同一平面に置かれた部品がお互いに135°≦a≦ 180°で向き合っている継手」と定義しています。
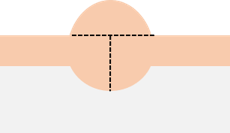
被溶接材と溶加材に隙間(開先*)を作り、溶着金属を盛ることで2つの母材の継ぎ手を同一平面で接合し、一体化させることです。
下記のイメージ図を参照下さい。
(*開先とは、溶接する母材間に設ける溝のこと)
【突合せ継手(イメージ図)】
*重ね継手*
JIS(JIS Z 3001-1)規格では、「部品がお互いに0°≦a≦5°の角度で平行に置かれ、かつ、お互いに重なっている継手」と定義しています。
重ね継手とはその名の通り、2つの材料を重ねて延長すること。建設現場などで鉄筋の重ね継ぎ手が多く使用されています。
下記のイメージ図を参照下さい。
【重ね継手(イメージ図)】
*隅肉継手 *
JIS(JIS Z 3001-1)規格では、「一つの板の端面を他の板の表面に載せて、T形のほぼ直角となる継手」と定義しています。
突合わせ溶接と違い、母材同士を一体化させず、母材と母材をまたぐ直角の部分に三角形の断面を持つ溶着金属をつけたものです。
突合わせ溶接と比べると、容易に溶接できる反面、強度は低くなる場合があります。
下記のイメージ図を参照下さい。
【隅肉継手(イメージ図)】
共材継手と異材継手
先程も説明したように、溶接継手を大きく分けると「共材継手」・「異材継手」の 2種類があります。
被溶接材と溶加材の材質が同一の場合は、「共材継手」。 被溶接材と溶加材の材質が異なる場合は、「異材継手」。
異材継手の代表例としては、ステンレス鋼と炭素鋼・低合金鋼やステンレス鋼とステンレス鋼でも成分が異なれば、異材継手の分類となります。
下記の図を参照いただきますとイメージしやすいと思います。
【共材継手】
【異材継手】
採取範囲や試験の判定基準(JIS溶接試験片)
採取範囲や試験の判定基準について、溶接した試験片をどのように採取するのか、どのような試験を行うのか、JISで定められている規格の一部をここではご紹介したいと思います。
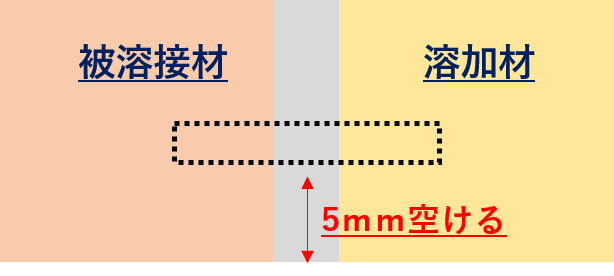
採取の方法(位置)としては、基本的に試験体の採取する位置の上または、下の5mmの間隔を空けて、採取を行います。
その理由としては、切断を行った箇所が悪いのか、溶接を行った箇所に原因があるのか調べるためです。但し、お客様のご要望によっては異なります。
下記のイメージ図を参照下さい。
【採取の位置(イメージ図)】
また、熱影響部(HAZ部)からの各種試験片の製作も行っております。
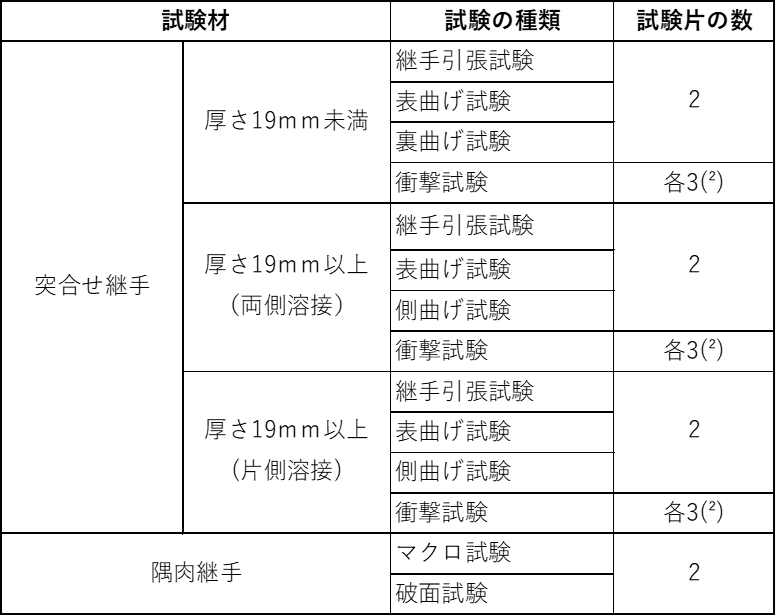
【JIS Z 3040 4.2.1 表5 試験の種類及び試験の数】
JIS溶接試験片の加工方法一覧
溶接試験片の加工方法について、弊社が実績のある突合溶接試験片, TIG溶接(アルミ同士の溶接)の事例をご紹介いたします。
【突合溶接試験片】
・SUS316L:支給材
・A6061/A5052/A1056:材料手配
・鉄系材:材料手配
【TIG溶接(アルミ同士)】
・TIG溶接部引張試験片(アルミとアルミ):支給材
※共材継手でも、異材継手でもご相談いただければと思います。
【溶接試験片 JIS 4号 引張試験片】

溶接試験片(JIS4号引張試験片)
溶接試験片のJIS規格や特注のご依頼についてお気軽にお問い合わせください
溶接試験片のJIS規格について多数ご紹介しました。
今回ご紹介した事例以外にも弊社は多くの製作実績があります。
JISで定められた試験片はもちろん特注なども対応可能ですので、図面がない場合やどのような材質の試験片加工ができるのかなど、お困り事があれば是非、お気軽に弊社までご相談下さい!